|

|
S.C. NOVA CONTROL SRL
Adresa
Contact |
Scurta introducere in NDT
Putina lume in afara de specialistii in domeniu intalnesc deseori termenul de testare nedistructiva (NDT-Nondestructiv Testing sau CND Controle Non Destructif). Cu toate acestea testarea nedistructiva participa la pastrarea in siguranta a noastra si a obiectelor cu care interactionam, multe dintre acestea fiind testate nedistructiv. De ce este nevoie de NDT?Evaluarea obiectelor solide pentru a nu prezenta riscuri in momentul functionarii se face dificil fiind esentiala testarea lor in timpul diferitelor faze de fabricare si in timpul exploatarii. Domenii de aplicare ale NDT
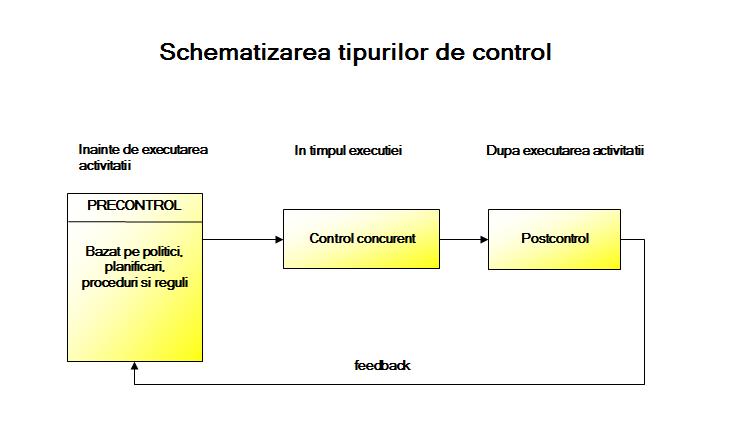
Ca o regula generala metodele NDT se aplica in toate sectoarele de productie. Distribuirea in timp a controluluiNotiunea sau conceptul de control este asemenea puterii, astfel ca daca nu suntem atenti cand il folosim el poate furniza diferite conotatii negative. Atunci cand lucrurile sunt sub control se genereaza o anumita stabilitate si siguranta in functionare.Exista 3 perioade generale de timp in care mecanismele de control pot fi actionate:
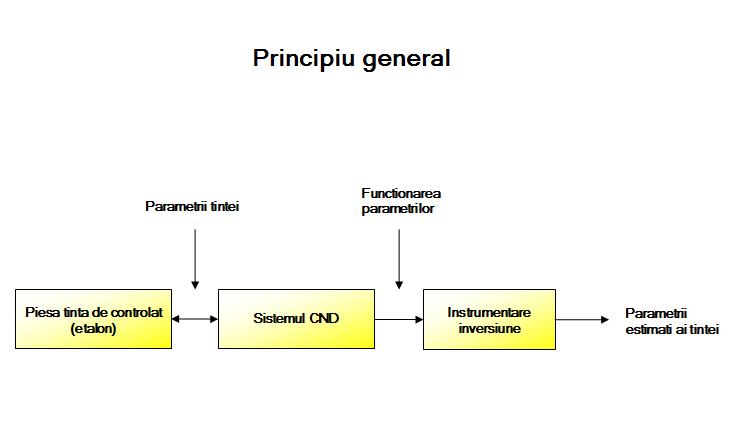
Principii generale NDTAlegerea metodei de control nedistructiv utilizata se face in functie de diferite criterii legate de utilitatea piesei de controlat, materialul din care este fabricata piesa, amplasament tipul de structura,costuri etc. Indiferent de metoda adoptata, se poate reprezenta punerea in aplicare a unui sistem CND dupa sinoptica urmatoare: Evenimente remarcabile in NDT
In timpurile trecute,clopotarii si faurarii ascultau sunetele pe care le produceau obiectele create,astfel ca fiecarui material ii corespundea un sunet. Rotile locomotivelor sunt testate pentru depistarea crapaturilor, des cauzate de oboseala - care se refera la impactul acustic. (Sursa: Hellier, 2001) Note the number of advancements made during the WWII era, a time when industrial quality control was growing in importance Diferite metode de controlMetodelor uzuale de control nedistructiv le corespunde o serie de simboluri reglementate de norma europeana EN 473. (END examinare nedistructiva).
Magnetoscopia (MT)Control nedistructiv prin magnetoscopie ("control cu pulberi magnetici") consta in supunerea unei zone de controlat la actiunea unui camp magnetic continu sau alternativ. In interiorul unui material feromagnetic se creaza un flux magnetic intens.Defectele intalnite in calea sa determina devierea fluxului magnetic generand astfel un camp de dispersie la suprafata piesei. Campul de dispersie astfel generat este materializat prin intermediul unei pudre feromagnetice (particole colorate sau fluorescente) foarte fine pulverizata pe suprafata de examinare si atrasa in dreptul defectelor de catre fortele magnetice. Aceasta furnizeaza o «semnatura particulara » ce caracterizeaza defectul. Rezultatele quasi-imediate sau aspectul economic sunt principalele avantaje ale acestei metode. Ultrasunetele (UT) Metoda este bazata pe undele mecanice (ultrasunetele) generate plecand de la un element piezo-magnetic excitat la o frecventa cuprinsa pentru numeroase aplicatii intre 2 si 5 Mhz. Controlul presupune transmiterea, reflexia, absorbtia unei unde ultrasonore ce se propaga in piesa de controlat. Fasciculul de unde emis se reflecta in fundul piesei si pe defecte, dupa care revine catre defectoscop ce este deseori emitator si receptor. Pozitionarea defectului se face prin interpretarea semnalelor. Controlul cu Lichide Penetrante (PT)Desi metoda pare foarte simpla de pus in aplicare fiind sensibila la discontinuitati deschise. Pentru control trebuie curatata si pregatita suprafata de examinare. Un lichid penetrant (colorant sau fluorescent) va patrunde prin capilaritate defectele destupate. Controlul vizual (VT)Orice tip de investigare trebuie sa fie precedata de o examinare vizuala a supafetei. In timpul celui de al doilea razboi mondial au aparut Magnetoscopia si Lichidele penetrante. Acestea s-au dezvoltat ca o extensie logica a celei mai vechi metode de control – controlul vizual. Procedeul este simplu dar indispensabil, examinarea vizuala presupune respectarea conditiilor de claritate satisfacatoare a suprafetelor materialelor, echipamentelor,si sudurilor luind in considerare caracteristicile si proprietatile acestora. Pentru rafinamentul si precizia controlului se folosesc diferite ustensile optice: endoscopul,lupe,lampi etc. Sunt furnizate astfel o serie de indicii legate de aspectul metalului, inclinatii precum si alte aspecte legate de conditiile in care sudura a fost executata. Aceste indicii sunt utilizate la estimarea probabilitatii unor defecte interne.
|